ELO-BLANK
Индукционный нагрев фасонных заготовок для горячего формования
Чтобы ускорить нагрев фасонных заготовок для производства деталей в процессе горячего формования, компания SMS Elotherm разработала индукционную установку для нагрева фасонных заготовок и интегрировала ее в существующую испытательную производственную линию для закалки под прессом.
На основании разработанной установки можно исследовать потенциал технологии индукционного нагрева в серийном производстве деталей методом горячего формования.
![[Translate to Russian:] Induktive Erwärmung von Formplatinen](/fileadmin/_processed_/3/7/csm_PlatinenErw%C3%A4rmung2_603e020cb1.jpg)
Высокопрочные кузовные детали
Производственный процесс с закалкой под прессом используется для изготовления высокопрочных кузовных деталей. На первом этапе процесса индукционного горячего формования выполняется аустенитизация фасонных заготовок при температуре свыше 900° C.
Затем аустенитизированные заготовки автоматически вставляются в формовочный инструмент с водяным охлаждением, формуются и быстро охлаждаются. За счет высокой скорости охлаждения образуется мартенситная структура материала, в результате чего создаются высокопрочные кузовные детали.
ИНДУКЦИОННОЕ ГОРЯЧЕЕ ФОРМОВАНИЕ В АВТОМОБИЛЬНОЙ ПРОМЫШЛЕННОСТИ
При производстве кузовных автомобильных деталей, имеющих важное значение для обеспечения безопасности при столкновении, все более важным становится процесс горячего формования. Использование данного метода открывает большие возможности в сфере производства транспортных средств облегченной конструкции и, следовательно, способствует снижению расхода топлива и выбросов.

В чем заключается особенность технологии SMS Elotherm GmbH?
Индукторы в режиме продольного и поперечного поля
Чтобы обеспечить однородный нагрев фасонных заготовок до 950° C, были разработаны индукторы, которые могут работать в режиме как продольного, так и поперечного поля.
Индукторы можно устанавливать динамически, чтобы минимизировать перегрев кромок. Проведенные нагревательные испытания показывают, что использование продольного нагрева позволяет сэкономить около
50 % времени для достижения температуры 950 °C по сравнению с нагревом в обычной печи.
Индукционные установки для изготовления кузовных деталей
При индукционном нагреве катушка (индуктор), по которой протекает переменный ток, создает переменное электромагнитное поле. Если в этом поле находится электропроводящая заготовка, например из листовой стали, в ней индуцируются вихревые токи и она нагревается в результате Джоулевых потерь. Кроме того, при наличии ферромагнитных материалов происходит нагрев из-за потерь на перемагничивание. В индукторах продольного поля силовые линии переменного магнитного поля проходят в плоскости листовой стали.
При толщине листовой стали 1–2 мм из-за глубины проникновения наведенных токов при использовании индукторов продольного поля в среднечастотном диапазоне достигается максимальная температура, равная температуре Кюри.


Индукционная установка для нагрева фасонных заготовок
Индукционные установки для нагрева состоят из следующих ключевых компонентов: преобразователя, конденсаторной батареи и индуктора, а также блока управления технологическим процессом и системы обратного охлаждения для отвода энергии потерь.
В установке, предназначенной для нагрева фасонных заготовок, два индуктора (4, 5) с трансформатором (3) и конденсаторами (2) объединены в общий колебательный контур.
Используемый преобразователь ELOMAT EM 22PI имеет мощность 800 кВт при частоте до 10 кГц. Возможно пневматическое подключение различных конденсаторов для регулировки частоты колебательного контура.
Выходная мощность преобразователя устанавливается путем указания целевого напряжения в указанном диапазоне.
Нагрев различных заготовок без смены индуктора
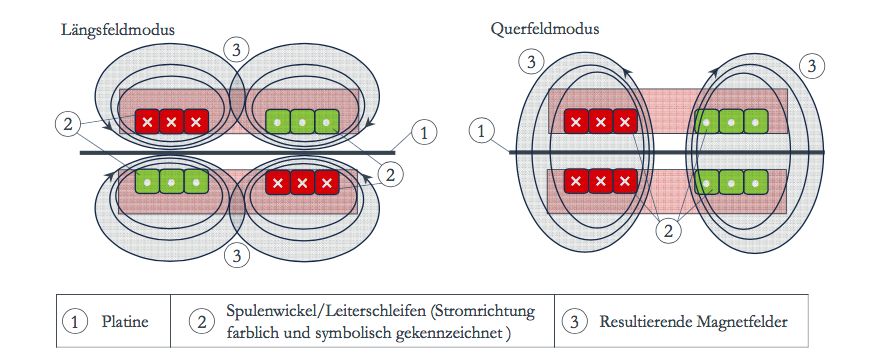
Специально модифицированная конструкция индуктора, позволяющая переключать индукторы в продольном или поперечном поле, позволяет реализовать различные режимы нагрева без смены индукторов.
Индукторы состоят из плоских обмоток катушек, расположенных выше и ниже уровня заготовки. Изменение конфигурации их подсоединения на стороне подключения позволяет использовать их как индукторы поперечного поля или разделенные индукторы продольного поля.
На рисунке 4 схематически изображены режимы переключения индуктора и силовые линии в поперечном или продольном поле.
Статья на специализированную тему. Разработка установки для индукционного нагрева фасонных заготовок