ELO-BLANK
Induction heating of tailored blanks for hot forming
To accelerate heating of blanks for the production of hot-formed parts, SMS Elotherm developed a machine for induction heating of tailored blanks and integrated it into an existing trial production line for press hardening. The prototype machine was used to test the potential of induction heating technology for use in series production.
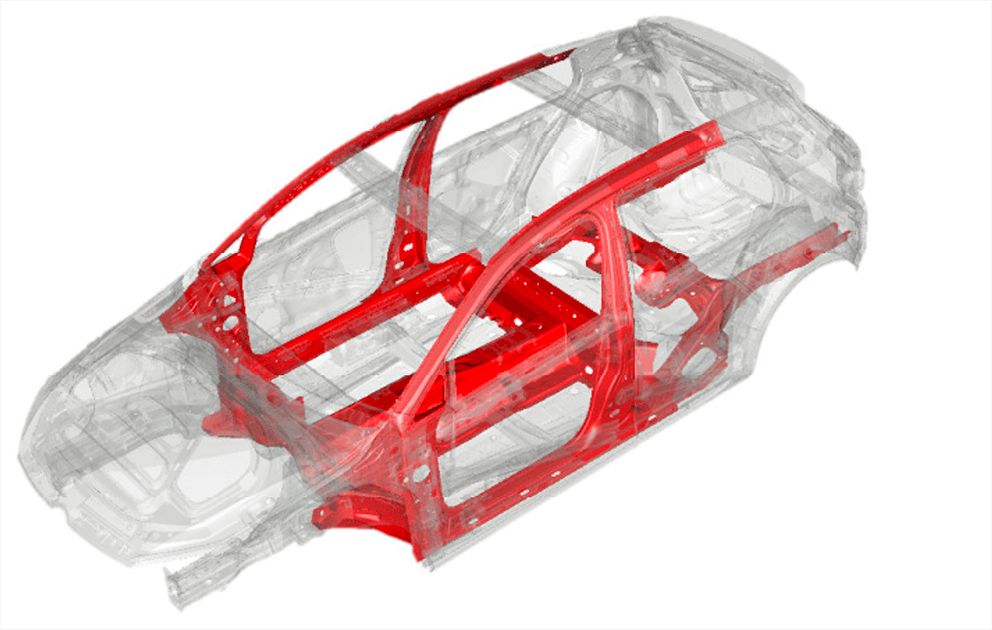
High-strength body parts
The press hardening process is used to produce high-strength body parts. The first step of the induction hot forming process is austenitisation of tailored blanks at temperatures above 900°C. The austenitised blanks are then automatically placed in a water-cooled die, where they are formed and quickly cooled in a single step. This rapid cooling produces a martensitic microstructure, resulting in high-strength body parts.
Hot forming with induction heating in the automotive industry
The hot forming process has become highly significant in the automotive industry for the production of body parts related to crash safety. Use of this production process also has high potential for lightweight vehicle construction, which in turn leads to lower fuel consumption and reduced exhaust gas emissions.

What makes SMS Elotherm GmbH Technology so special:
Inductors in longitudinal flux and transverse flux mode
To enable uniform heating of tailored blanks to temperatures up to 950°C, inductors were developed that can be operated in both longitudinal flux and transverse flux mode. To minimise edge overheating, the inductors are positioned dynamically. Heating tests that have been carried out show that with longitudinal flux heating, a temperature of 950°C can be achieved with a time savings of about 50% compared to conventional furnace heating.
Induction heating machines for production of body parts
In induction heating, a coil (inductor) driven by an alternating current generates an alternating electromagnetic field. If an electrically conductive workpiece (for example, a sheet metal blank) is located in this field, eddy currents are induced in the workpiece and cause heating of the workpiece due to resistive losses. In addition, in the case of ferromagnetic materials there is heating due to hysteresis losses.
With longitudinal flux inductors, the field lines of the alternating magnetic field are parallel to the sheet plane. With sheet thicknesses of 1 to 2 mm and longitudinal flux inductors operating in the medium frequency range, the penetration depth of the induced currents allows temperatures as high as the Curie temperature to be achieved. For the material 22MnB5, that is approximately 740°C. The advantage of longitudinal flux heating is high heating uniformity. With transverse-field and flat inductors, the field lines of the alternating magnetic field are perpendicular to the sheet surface. Temperatures exceeding the melting temperature of the material can be achieved.


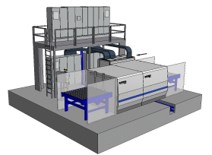
Induction heating machine for blank heating
The key components of induction heating machines are the converter, the capacitor bank and the inductors, as well as a process control unit and a recooling unit to remove the dissipated power. Figure 3 shows the spatial arrangement of the machine components and the schematic connection of the key electrical components of the induction heating machine. The recooling unit, the power transformer and the components for controlling the system are not shown in the figure. In machines designed for heating of preform blanks, a resonant circuit is formed by the combination of the two inductors (4, 5), a transformer (3) and the capacitors (2). The converter used here (EloMatEM 22PI) has a rated power of 800 kW at frequencies up to 10 kHz. To adjust the resonant frequency, various capacitors can be connected by pneumatically operated switches. The output power of the converter is adapted by setting the target voltage within the range of 300 to 1000 V.
The preform blanks are fed into the heating unit by the loading roller conveyor section (6). For through transport, the sheet blank is pinched by pneumatically positionable disc rollers on both sides and force-fed. This arrangement avoids collisions between the inductor and the blank due to thermal distortion or electromagnetic forces. Induction heating is performed by the two inductors, which can be dynamically positioned perpendicular to the transport direction. With the aid of the transformer (3), the heating power of the second inductor (5) can be adjusted as needed. To ensure high efficacy and reduce stray fields, the inductors are fitted with transformer laminations. The efficacy is further boosted by tight coupling between the inductors and the blank. The overall length of the induction heating zone is 1200 mm.
The direct transition from the induction heating machine to the rolling furnace (6) allows the induction-heated blanks to be transferred to the existing trial production line with minimal temperature losses. At this transfer point the temperature of the blank is measured by a pyrometric line scanner (type Landscan LSP-HD 22). Measurements are acquired at measurement points over the entire area of the blank when it passes through the measuring area. Temperature measurement enables monitoring of the induction heating process as well as further computer-assisted evaluations. The installed line scanner has a measuring range of 400 to 1200°C.
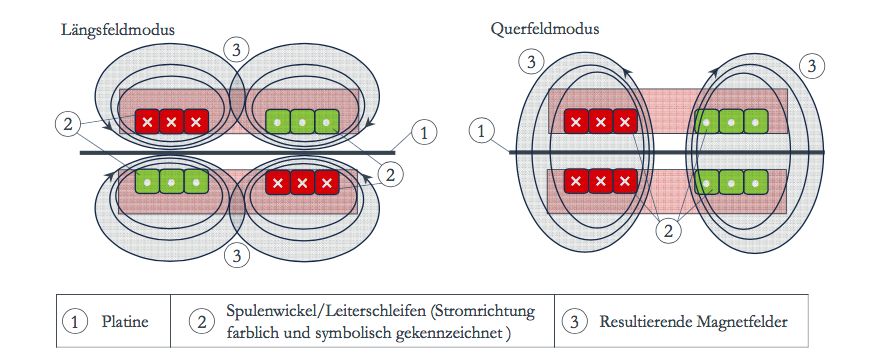
Heating different workpieces without inductor exchange
A specifically adapted inductor design that enables connection of the inductors in either longitudinal or transverse mode allows the implementation of different heating modes without inductor exchange. The inductors consist of flat coil windings above and below the workpiece level, which can be used as transverse flux or divided longitudinal flux inductors by means of corresponding connection of their terminals. Figure 4 illustrates the described connection modes by means of a schematic depiction of an inductor and shows the paths of the field lines in the transverse and longitudinal modes.