

Брошюра. История успеха
Кольцевой индуктор для зубчатого венца
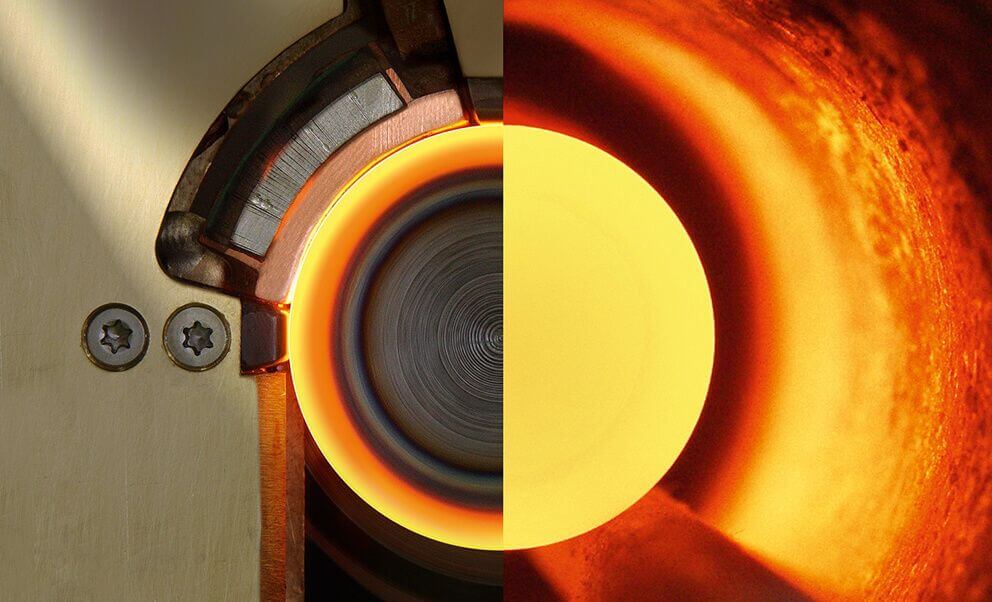
У нас было много идей о том, как упрочнить область зуба в новой зоне закалки на зубчатом венце, см. рис. 1. Однако мы хотели без значительных затрат опробовать различные варианты и учесть требования к зоне закалки уже с помощью первого из созданных нами индукторов.
На первом этапе были созданы и с помощью программного обеспечения CENOS смоделированы три конструкции катушек индуктивности.
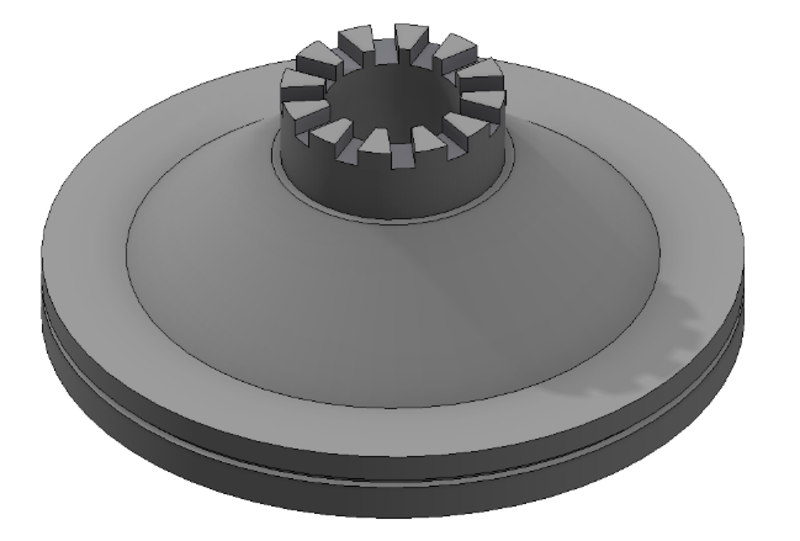
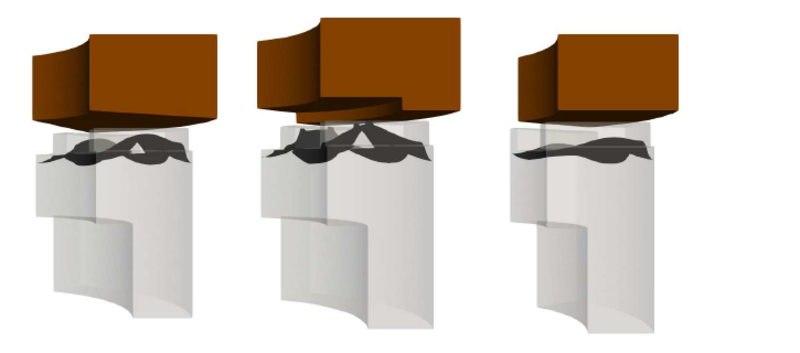
Рис. 2. Три варианта формы индуктора; слева: скошенная, посередине: с одной ступенью, справа: параллельная
Из соображений симметрии нам удалось выбрать угловое сечение, как показано на рисунке 2.
Это позволило в короткие сроки и без проведения экспериментов проверить зону закалки области зуба.
Рис. 3. Уровень черного цвета показывает переходную зону между полностью затвердевшей зоной в зубцах (вверху) и основной структурой (внизу)
На рисунке 3 показаны три зоны закалки. Только один индуктор может обеспечить необходимую зону непрерывной закалки как на кончике зуба, так и в области корня зуба.
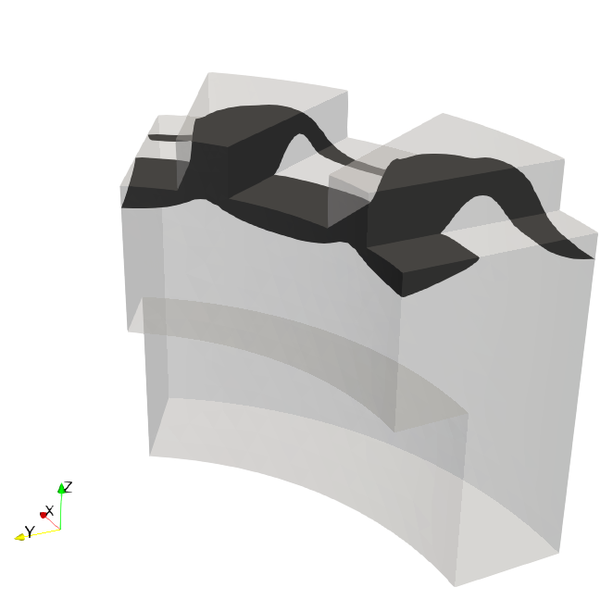
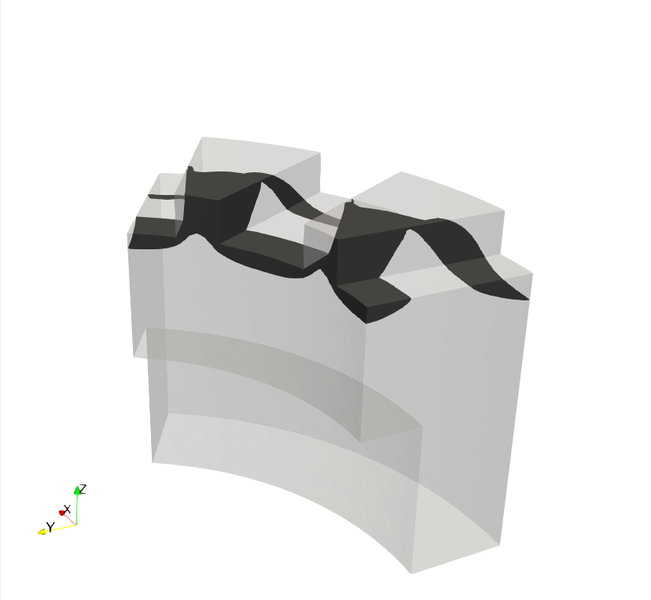
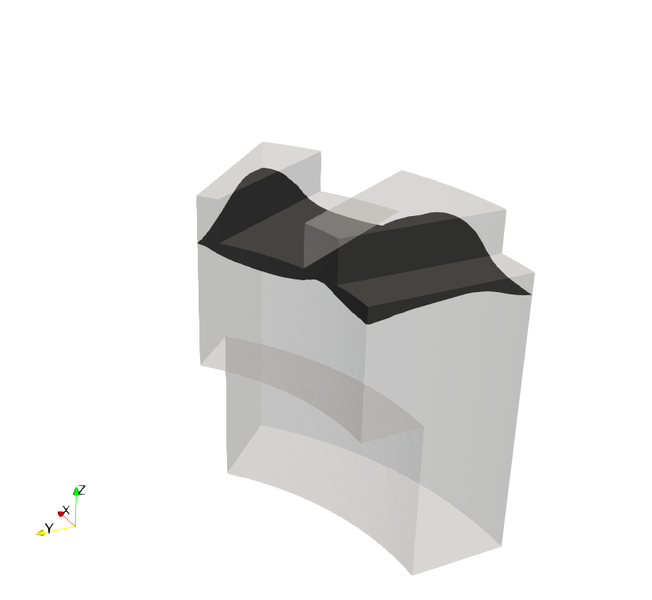
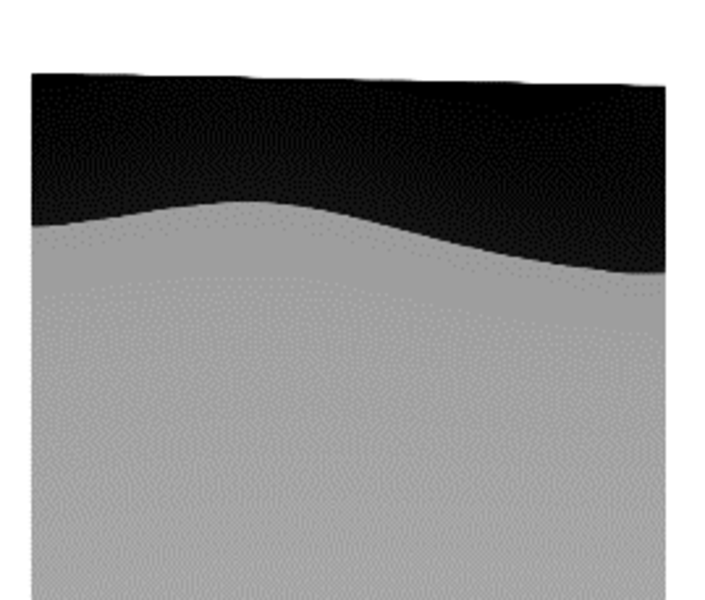
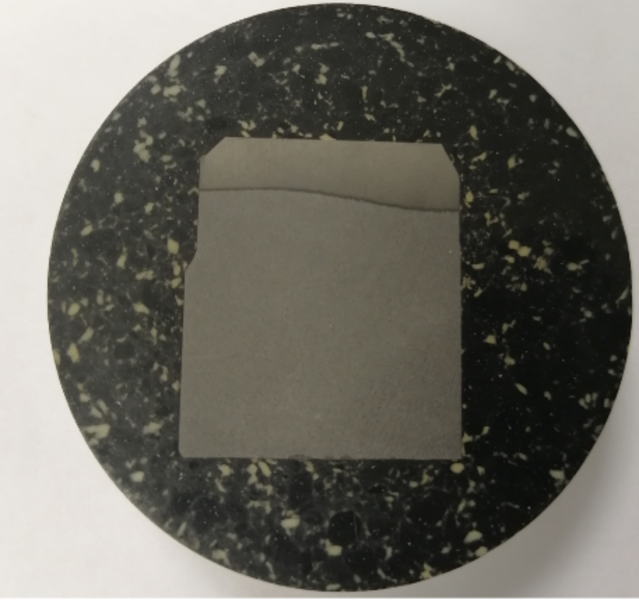

Рис. 4. Сравнение зоны закалки зуба (слева) и корня зуба (справа) при моделировании Слева показана зона закалки, т. е. область, которая была нагрета выше температуры AC3.
Зона закалки при моделировании хорошо совпала с моделируемой 3D-моделью, см. рис. 4.
![[Translate to Russian:] Abbildung 5: Innerer Zahnkranz](/fileadmin/_processed_/3/6/csm_Ringinduktor-1_007b707765.png)
Рис. 5. Внутренний зубчатый венец

Рис. 6. Направление подачи индуктора; зеленая часть соответствует магнитному сердечнику
Зона закалки внутреннего зубчатого венца также включала корень зуба. Процесс закалки предусматривал движение подачи с вращением. Из-за радиальной симметрии было смоделировано только угловое сечение, как показано на рисунке 6.
Первоначальное моделирование показало, что за один проход нагрева упрочняется только кончик зуба, но не его корень.
Решением при моделировании и последующем процессе упрочнения стал проход предварительного нагрева, за которым следовал этап упрочнения.
Компания SMS Elotherm в состоянии без значительных затрат разрабатывать индукторы для новых зон закалки и внедрять более совершенные подходы к термообработке, которые значительно сокращают усилия по разработке при последующих лабораторных испытаниях или даже позволяют вовсе отказаться от испытаний.

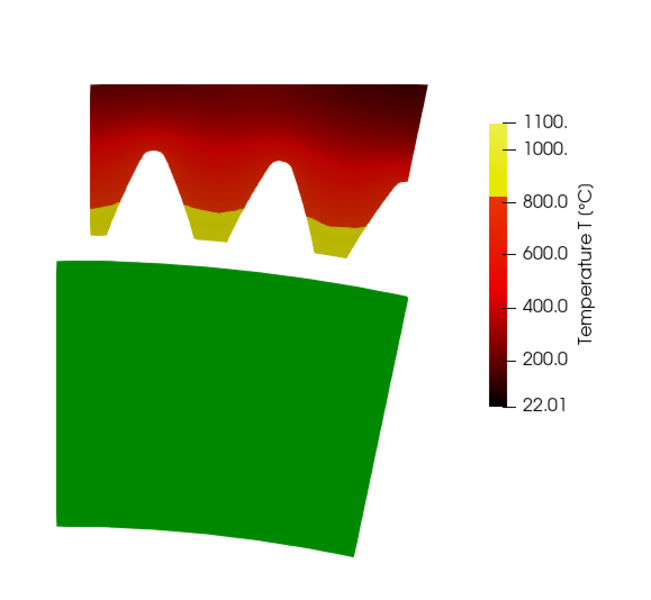
Рис. 7. Зона закалки после предварительного нагрева (слева) и после закалки (справа)
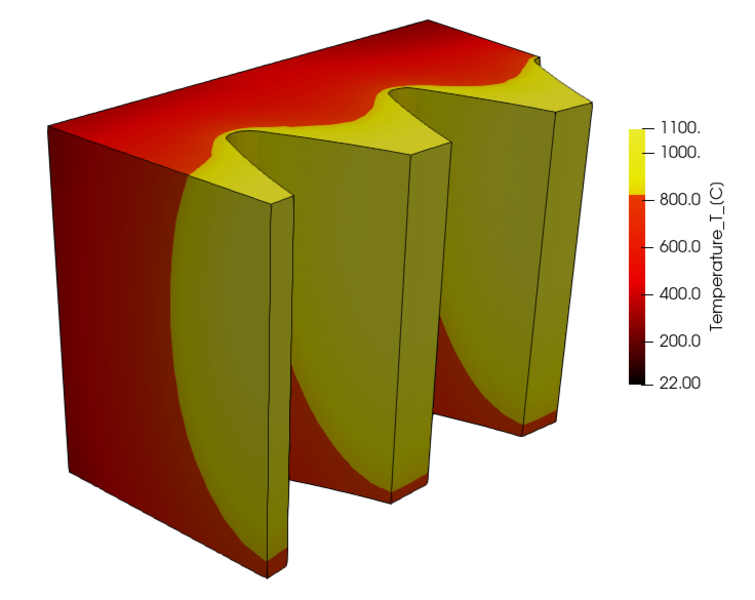
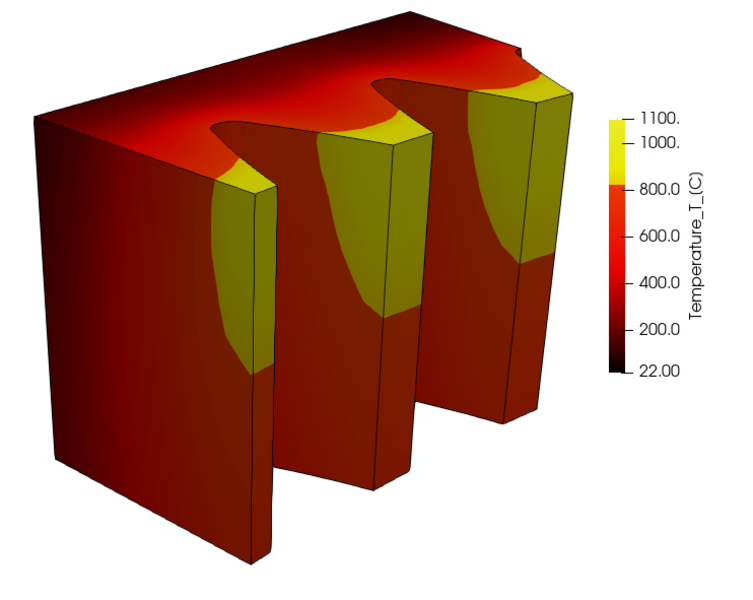
Рис. 8. Зона закалки после предварительного нагрева (слева) и после закалки (справа) в 3D