ELO-LONG
Intelligent energy concept
A key feature of Continuous Mill Technology (CMT™) is the use of conventional gas- or oil-fired furnaces together with an induction heater positioned directly inline between the continuous casting unit and the rolling line. Here the residual heat in the billet from the casting process is used for the direct rolling process, so only temperature equalisation over the length and cross-section is needed, as well as adjustment to the optimal rolling temperature.
As a result, the total energy consumption is significantly lower, compared to traditional methods, than when the entire billet must be reheated from room temperature or some intermediate temperature to the optimal rolling temperature at the entry of the first rolling stand.
A complete package for a better environmental balance
Reduction of operating costs can essentially be attributed to energy savings from lower primary energy costs and higher yield, which are discussed in more detail below. Furthermore, elimination of billet storage reduces operating capital. Additional savings arise from reducing the maintenance activities that would be necessary with a conventional heating furnace and reducing the number of operating staff.
Traditional minimills with conventional furnace technology for billet reheating are fired by natural gas or fuel oil. Assessment of the environmental balance requires consideration of not only the pure combustion process, but also the upstream manufacturing and logistics processes (including transport and storage).
When induction heating is used instead of conventional combustion furnaces, direct emissions of CO2, NOx and SOx during billet heating before the rolling process within a CMT™ minimill are completely eliminated. By contrast, with a conventional minimill using combustion technology the emissions, for example with an annual production of 800,000 tonnes, are about 53,000 tonnes of CO2and 73 tonnes of NOx.
Homogenisation over the cross-section area
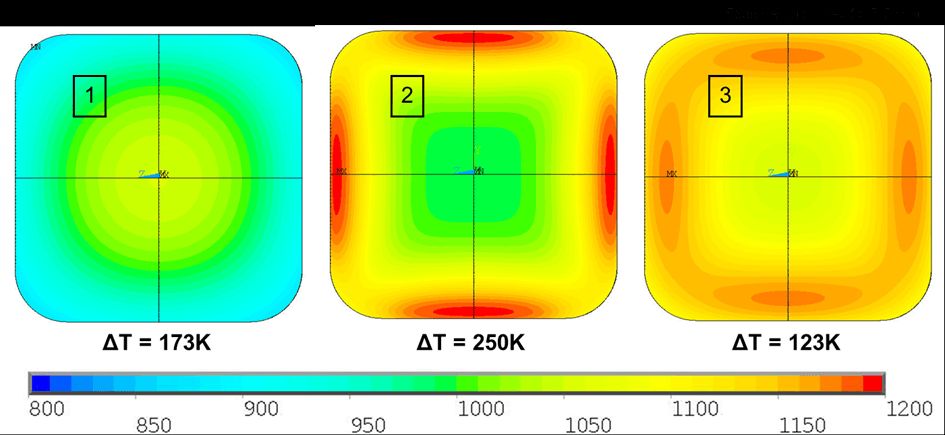
Along with stabilisation of thermal conditions at the inlet of the rollingline, there is homogenisation over the cross-sectional area of the material. As shown in the picture, the temperature profile during transport from the casting machine to the rollingline is cooler at the surface than in the middle. This is often called the natural temperature profile. Rapid heating in the induction heating machine alters the temperature profile, with the highest temperatures present at the surface.
This is due to the typical power density distribution of induction heating. However, what is crucial is optimal temperature differences over the cross-section at the entry to the rollingline. This uniform temperature distribution within the billetis ensured by a mathematical model and optimal layout of the equalisation section. Billets with a uniform temperature distribution are easier to deform and thus ensure a stablerollingprocess. Deformation of billetsat a higher absolute or relative temperature requires lessrollingforce, so rollwear is reduced and roll life is extended.

Use in conventional rolling lines
With a conventional design, targeted reheating before rolling allows the furnace temperature to be lowered. This yields cost savings from the longer service life of the furnace and reduced scale formation.
The induction machines from Elotherm for induction heating of long products consist of a barrier to protect the inductors, the induction heating section, and depending on the use case, a specifically matched insulated soaking section.
Brochure: MetalLine
Hybride Erwärmungsanlagen in der Thermoprozesstechnik